Контроль точности обработки изделий на станках с ЧПУ при помощи PowerINSPECT OMV
 Контактные датчики были разработаны в 70х годах прошлого века и в основном применялись на стационарных координатноизмерительных машинах (КИМ). Использование их на металлорежущих станках сдерживалось ограниченными возможностями систем ЧПУ того времени, а также скептическим отношением пользователей самих станков, которое имеет место и в наши дни. Совершенствование многоосевого оборудования повысило уровень решаемых задач, что, в свою очередь, привело к продолжительной настройке инструмента и привязке заготовки. Прочитать остальную часть записи »
Контактные датчики были разработаны в 70х годах прошлого века и в основном применялись на стационарных координатноизмерительных машинах (КИМ). Использование их на металлорежущих станках сдерживалось ограниченными возможностями систем ЧПУ того времени, а также скептическим отношением пользователей самих станков, которое имеет место и в наши дни. Совершенствование многоосевого оборудования повысило уровень решаемых задач, что, в свою очередь, привело к продолжительной настройке инструмента и привязке заготовки. Прочитать остальную часть записи »
Технологическое обеспечение точности механической обработки
 Точность изготовления деталей в большинстве случаев существенно влияет на качество машин. Чем точнее требуется изготовить деталь, тем дороже будет обходиться данная продукция. Поэтому не следует повышать требования к точности детали больше, чем это требуется для ее нормальной работы в узле или машине. Прочитать остальную часть записи »
Точность изготовления деталей в большинстве случаев существенно влияет на качество машин. Чем точнее требуется изготовить деталь, тем дороже будет обходиться данная продукция. Поэтому не следует повышать требования к точности детали больше, чем это требуется для ее нормальной работы в узле или машине. Прочитать остальную часть записи »
Высокоскоростная обработка структурных деталей авиастроения
 При производстве деталей планера самолета для полного раскрытия потенциала высокоскоростной обработки одной лишь оптимизации процесса фрезерования недостаточно. Максимальной эффективности производства можно достичь только при условии, что весь процесс изготовления готового изделия рассматривается как единое целое, включая параллельный инжиниринг. Прочитать остальную часть записи »
При производстве деталей планера самолета для полного раскрытия потенциала высокоскоростной обработки одной лишь оптимизации процесса фрезерования недостаточно. Максимальной эффективности производства можно достичь только при условии, что весь процесс изготовления готового изделия рассматривается как единое целое, включая параллельный инжиниринг. Прочитать остальную часть записи »
Комплексная обработка деталей
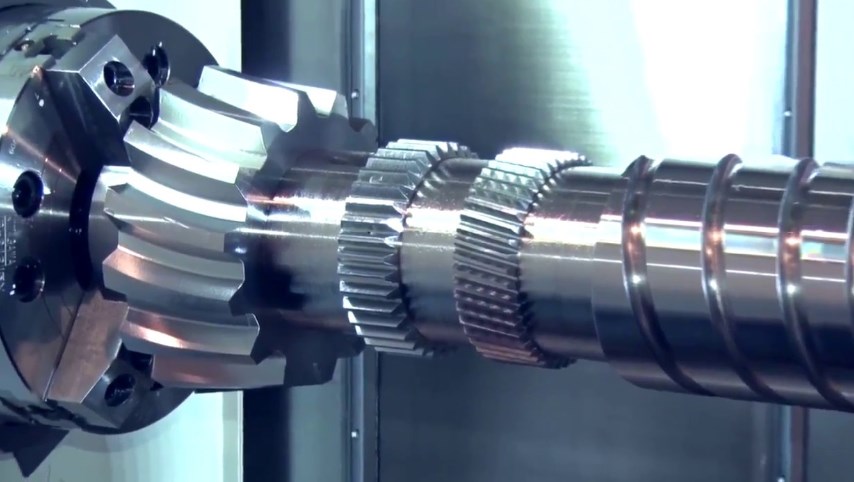
 Двигательные установки для ракет-носителей «Протон» являются стратегическим изделием предприятия ОАО «Протон — Пермские Моторы», г. Пермь. Высокоточные и сложные детали топливных насосов должны обеспечивать надежную работу всей установки вопреки колоссальным нагрузкам, которым они подвергаются. Благодаря внедрению одного токарно-сверлильно-фрезерного обрабатывающего центра M40 Millturn фирмы WFL и переходу к комплексной обработке изделий этому известному предприятию удалось на 80 % сократить продолжительность изготовления продукции и обеспечить себе конкурентоспособность на весьма сложном мировом рынке авиационной и космической техники. Прочитать остальную часть записи »
Двигательные установки для ракет-носителей «Протон» являются стратегическим изделием предприятия ОАО «Протон — Пермские Моторы», г. Пермь. Высокоточные и сложные детали топливных насосов должны обеспечивать надежную работу всей установки вопреки колоссальным нагрузкам, которым они подвергаются. Благодаря внедрению одного токарно-сверлильно-фрезерного обрабатывающего центра M40 Millturn фирмы WFL и переходу к комплексной обработке изделий этому известному предприятию удалось на 80 % сократить продолжительность изготовления продукции и обеспечить себе конкурентоспособность на весьма сложном мировом рынке авиационной и космической техники. Прочитать остальную часть записи »
Общая погрешность — обработка
 Общая погрешность обработки является следствием влияния ряда технологических факторов.
Общая погрешность обработки является следствием влияния ряда технологических факторов.
Выделяя погрешность настройки из общей погрешности обработки, будем считать, что остальная часть этой погрешности соответствует наивыгоднейшему взаимному расположению всех элементов системы станок — деталь — инструмент. Прочитать остальную часть записи »
-
Особенности обработки деталей на станках с ЧПУ

Технологию обработки деталей для станков с ЧПУ проектируют в основном в той же последовательности, что и для станков...
-
Принцип действия станков с ЧПУ

Появление в 50-х гг. XX в. станков с ЧПУ было обусловлено необходимостью повышения производительности труда (при...
-
Конструктивные признаки оборудования с ЧПУ

Применение ЧПУ не только поменяло характер организации производства, но и коренным образом повлияло на изменение...
-
Варианты работы оборудования станков с ЧПУ

Есть два варианта работы станков с ЧПУ: С полуавтоматическим циклом, когда определяется длительность работы...
-
Монтаж водостока, то есть дождевой воды под контролем

Правильно подобранная и эффективная водосточная система profil - важный элемент в каждом доме. Его основная задача...
-
LeConfort – лучшие в своём деле

LeConfort – лучшие в своём деле Фирма занимается порезкой ДСП (Киев) и производством мебели на заказ. Любой распил...