Технология электрохимической обработки
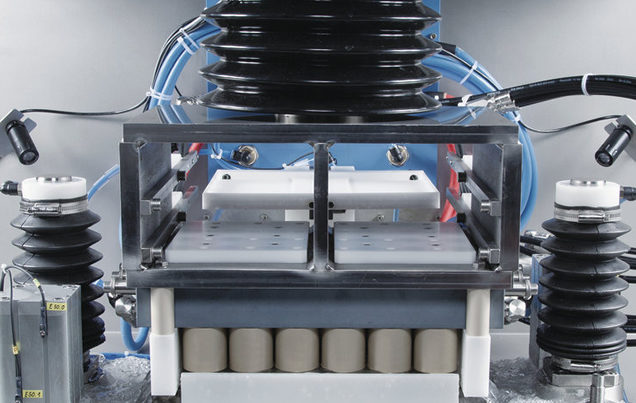 Такая обработка проводится при помощи электролита – жидкости, проводящей ток, в которую помещается деталь. Прочитать остальную часть записи »
Такая обработка проводится при помощи электролита – жидкости, проводящей ток, в которую помещается деталь. Прочитать остальную часть записи »
Сварка деталей
 К видам обработки металлов можно отнести и сварочные работы. Обратившись в наш литейно механический завод, можно заказать такие услуги у опытных специалистов. Прочитать остальную часть записи »
К видам обработки металлов можно отнести и сварочные работы. Обратившись в наш литейно механический завод, можно заказать такие услуги у опытных специалистов. Прочитать остальную часть записи »
Разнообразие способов обработки
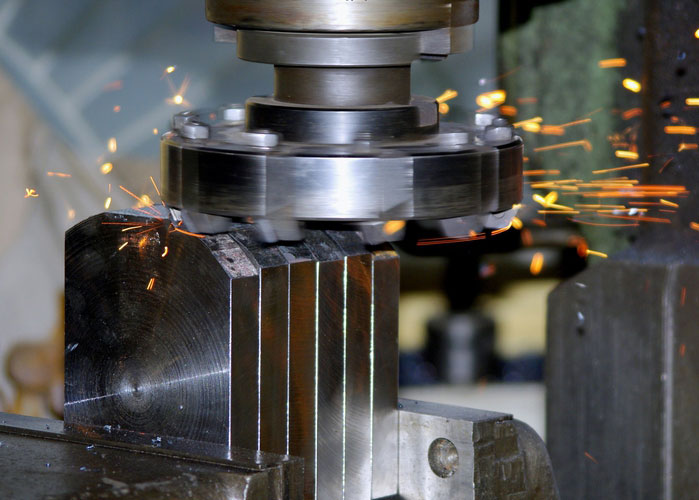 Качество многих деталей зависит от того, насколько профессионально была проведена их обработка. Наиболее распространенным методом является именно механическая обработка металла. Прочитать остальную часть записи »
Качество многих деталей зависит от того, насколько профессионально была проведена их обработка. Наиболее распространенным методом является именно механическая обработка металла. Прочитать остальную часть записи »
Современные ножницы по металлу

Ножницы по металлу — вид инструмента, используемого для резки и иных видов обработки металла. Они отличаются по принципу работы, предназначению, конструкционным решениям и соответственно по цене.
Такой инструмент предназначены для выполнения следующих операций: Прочитать остальную часть записи »
Фрезерование
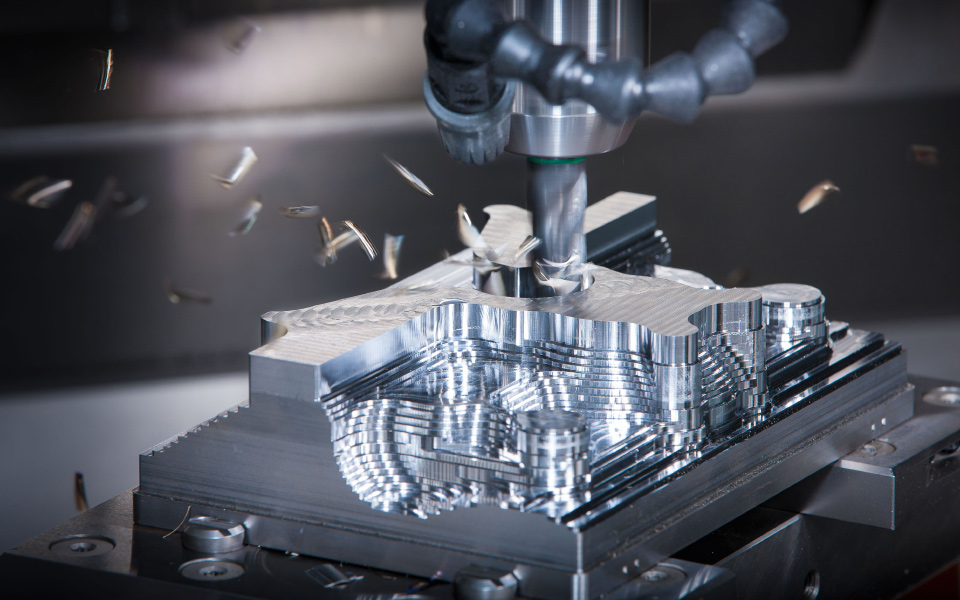 Фрезерование. Такие способы обработки металлов резанием могут выполняться лишь на специальных столах-станках — горизонтально-фрезерных. Главным инструментом станочника выполняющего фрезерную обработку металла, которое и совершает главное движение, является фреза. Прочитать остальную часть записи »
Фрезерование. Такие способы обработки металлов резанием могут выполняться лишь на специальных столах-станках — горизонтально-фрезерных. Главным инструментом станочника выполняющего фрезерную обработку металла, которое и совершает главное движение, является фреза. Прочитать остальную часть записи »
-
Особенности обработки деталей на станках с ЧПУ

Технологию обработки деталей для станков с ЧПУ проектируют в основном в той же последовательности, что и для станков...
-
Принцип действия станков с ЧПУ

Появление в 50-х гг. XX в. станков с ЧПУ было обусловлено необходимостью повышения производительности труда (при...
-
Конструктивные признаки оборудования с ЧПУ

Применение ЧПУ не только поменяло характер организации производства, но и коренным образом повлияло на изменение...
-
Варианты работы оборудования станков с ЧПУ

Есть два варианта работы станков с ЧПУ: С полуавтоматическим циклом, когда определяется длительность работы...
-
Монтаж водостока, то есть дождевой воды под контролем

Правильно подобранная и эффективная водосточная система profil - важный элемент в каждом доме. Его основная задача...
-
LeConfort – лучшие в своём деле

LeConfort – лучшие в своём деле Фирма занимается порезкой ДСП (Киев) и производством мебели на заказ. Любой распил...