Токарна обробка металу — все про технологію токарних робіт

До найпоширеніших методик виготовлення деталей із заданими геометричними параметрами відноситься токарна обробка металу. Суть даної методики, що дозволяє також отримувати поверхню з необхідною шорсткістю, полягає в тому, що заготовки прибирають зайвий шар металу.
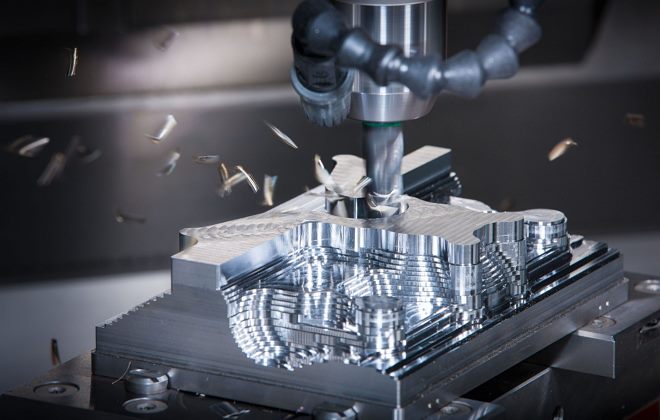
Процес токарної обробки металу
Процес токарної обробки металу
Принципи токарної обробки
Технологія токарних робіт по металу передбачає використання спеціальних верстатів та ріжучого інструменту (різці, свердла, розгортки та ін), за допомогою якого з деталі знімається шар металу необхідної величини. Токарна обробка виконується за рахунок поєднання двох рухів: головного (обертання заготовки, закріпленої в патроні або планшайбі) та руху подачі, що здійснюється інструментом при обробці деталей до заданих параметрів їх розміру, форми та якості поверхні.
За рахунок того, що існує безліч прийомів поєднання цих рухів, на токарному устаткуванні працюють з деталями різної конфігурації, а також здійснюють цілий перелік інших технологічних операцій, до яких належать:
нарізування різьблення різного типу;
свердління отворів, їх розточування, розгортання, зенкерування;
відрізання частини заготівлі;
виточування на поверхні виробу канавок різної конфігурації.
Завдяки такій широкій функціональності токарного обладнання на ньому можна зробити дуже багато. Наприклад, з його допомогою виконують обробку таких виробів, як:
гайки;
вали різних конфігурацій;
втулки;
шківи;
кільця;
муфти;
зубчасті колеса.
Природно, що токарна обробка передбачає отримання готового виробу, який відповідає певним стандартам якості. Під якістю в даному випадку мається на увазі дотримання вимог до геометричних розмірів і форм деталей, а також ступеня шорсткості поверхонь і точності їх взаємного розташування.
Для забезпечення контролю за якістю обробки на токарних верстатах застосовують вимірювальні інструменти: на підприємствах, що випускають свою продукцію великими серіями, – граничні калібри; для умов одиничного та дрібносерійного виробництва – штангенциркулі, мікрометри, нутрометри та інші вимірювальні пристрої.
Вимірювальні інструменти, що часто використовуються в токарній справі
Вимірювальні інструменти, що часто використовуються в токарній справі
Перше, що розглядають під час навчання токарній справі, – це технологія обробки металів та принцип, за яким вона здійснюється. Цей принцип полягає в тому, що інструмент, врізаючись своєю ріжучою кромкою в поверхню виробу, затискає його. Щоб зняти шар металу, що відповідає величині такого врізання, інструменту треба подолати сили зчеплення металу оброблюваної деталі. В результаті такої взаємодії шар металу, що знімається, формується в стружку. Вирізняють такі різновиди металевої стружки.
Злита
Така стружка формується тоді, коли на високих швидкостях обробляються заготовки, виготовлені з м’якої сталі, міді, олова, свинцю та їх сплавів, полімерних матеріалів.
Елементна
Утворення такої стружки відбувається, коли на невеликій швидкості обробляються заготовки із малов’язких та твердих матеріалів.
Стружка надлому
Стружка такого виду виходить при обробці заготовок із матеріалу, що відрізняється невисокою пластичністю.
Ступінчаста
Формування такої стружки властиве для середньошвидкісної обробки заготовок із сталі середньої твердості, деталей із алюмінієвих сплавів.
Варіанти роботи обладнання верстатів з ЧПУ

Є два варіанти роботи верстатів із ЧПУ:
З напівавтоматичним циклом, коли визначається тривалість роботи та холостого пробігу, допоміжного часу, що використовується для того, щоб завантажити верстат. Цей варіант передбачає безпосередньої участі робітників у обробці заготовок.
З автоматичним циклом такий варіант виключає участь оператора в ході технологічного процесу. Тому висуваються особливі вимоги до того, наскільки надійні всі вузли верстата, інструменти та пристрої, та висока якість заготовок. Тільки тоді можна говорити про безвідмовну роботу.
Для якісної обробки деталей на верстатах з ПП є необхідність стабілізувати:
параметри заготовок (припуски, властивості матеріалу, стан їхньої поверхні);
параметри інструменту (властивості твердосплавної пластини та її геометрії);
параметри верстата, пов’язані з точністю, вібростійкістю та жорсткістю;
процеси дроблення та видалення стружок;
ефективне настроювання інструментів для досягнення потрібних розмірів (за допомогою спеціальних приладів);
режими технологічних операцій
Конструктивні ознаки обладнання з ЧПУ

Застосування ЧПУ як змінило характер організації виробництва, а й докорінно вплинув зміна технічних рішень самого устаткування.
Для реалізації ідеї ЧПУ необхідне виконання низки жорстких вимог до конструкції без якого використання систем малоефективне. Насамперед системи ЧПУ дозволяють забезпечити високу точність переміщення виконавчих органів (крок менше 1 мкм). Наприклад, для обладнання з механічної обробки для перенесення цієї точності на розміри оброблюваних заготовок деталей і отримання при цьому шорсткості Rа не більше 0,2 мкм, а також підтримки їх протягом усього періоду експлуатації необхідно, щоб механічні вузли задовольняли відповідним вимогам, наприклад, точності переміщень робочих органів у суворій відповідності з керуючою програмою. Тому оснащення обладнання системами ЧПУ спричинило перегляд їх конструкцій в такий спосіб.
1. Базові вузли виконують жорсткішими, при цьому станина повинна забезпечувати зручний доступ до оброблюваної заготівлі деталі та вільний сход стружки (для верстатів з механічної обробки). З цією метою у верстатах токарної групи застосовують похилі станини з плоскими або круглими напрямними. Напрямні виконують більш зносостійкими, з малим коефіцієнтом тертя (качення, гідростатичні або на повітряній подушці).
Великі відстані між сталевими загартованими напрямними і збільшені площі опорних поверхонь забезпечують малий розподілений тиск, що виникає від зусиль різання, відсутність вібрацій при навантажених режимах різання. Створено надійний захист від забруднень та використовується автоматичне змащення напрямних, що забезпечує довговічність роботи верстата із збереженням постійної точності. Замість традиційних матеріалів для станин (сталі або чавуну) все частіше застосовують керамічні типу штучного граніту, які мають при меншій масі до того ж і меншу чутливість до вібрацій та змін температур. На найсучасніших моделях передбачено примусове охолодження станини і шпиндельних бабок через мережу каналів з охолодженим маслом. Таке технічне рішення забезпечує стабільність точності під час тривалої обробки.
2. Порівняно з традиційним обробним обладнанням у верстатів із ЧПУ змінився принцип побудови кінематичних схем та компоновок. Розгалужені кінематичні зв’язки поступилися місцем елементарно простим зв’язкам з автономними приводами по кожній з координат переміщення. Поряд із асинхронними двигунами стали використовувати крокові та лінійні, що забезпечили більш високу точність позиціонування виконавчих елементів. При цьому вузли приводу головного руху забезпечують безступінчасте регулювання частоти обертання шпинделя і передачі крутного моменту, а вузли приводу подач (у разі неможливості використання прямого приводу двигун – інструмент) виконують з короткими кінематичними (беззорі редуктори) і кульковими гвинтовими парами, що забезпечують високу ходу, мінімальні втрати на тертя. Приклад прямого приводу – електрошпиндель, інтеграція шпинделя і електродвигуна, тобто. випадок, коли ротор електродвигуна є єдиним цілим з тілом шпинделя. Це технічне рішення забезпечує кращу передачу потужності, високу та стабільну точність обробки (завдяки відсутності люфтів у передачах), відсутність нагріву (властивого ремінної або зубчастої передачі) та підвищеної шумності роботи.
3. У верстати вбудовують додаткові автоматичні пристрої:
Для металорізальних верстатів змінилася конструкція шпинделя, в який вбудовують пристрої автоматичного затискання та розтискання інструменту. В інструментальному шпинделі і як приводний інструмент револьверної головки можна використовувати інструмент з внутрішньою подачею СОЖ.
4. Змінилося компонування верстатів. Так, шпинделі токарних верстатів розташовані, як правило, в окремому корпусі передньої бабки, внаслідок чого можливі мінімальні виконавчі розміри і висока жорсткість. Симетрична форма бабки забезпечує термічну стабільність та мінімальну зміну розмірів при підвищенні температури. Передню опору шпинделя виконують на спарених підшипниках із попереднім натягом, що забезпечує підвищену точність. Незалежне мастило підшипників шпинделя знижує втрати на тертя і збільшує їхню довговічність.
5. У конструкціях верстатів передбачено встановлення автоматичних вимірювальних систем із зворотним зв’язком. При цьому вимірювальні елементи нс вносять обурення процес обробки. За результатами вимірювання параметрів інструменту та оброблених поверхонь заготовок деталей система визначає величину необхідної підналаштування верстата та видає сигнал для її здійснення. Швидкість опитування системою керування чутливих елементів висока. Як правило, крок опитування вбирається у 0,001 з, такт управління положенням у просторі менше 0,3 мс.
Принцип дії верстатів з ЧПУ
Поява в 50-х роках. XX ст. верстатів з ЧПУ було обумовлено необхідністю підвищення продуктивності праці (при одночасному забезпеченні стабільної якості) на виробництвах з масовим та великосерійним випуском продукції, оскільки продовження використання людини як основний елемент системи управління верстатом почало стримувати зростання продуктивності обладнання.
Наступний більш ніж піввіковий досвід застосування верстатів (а в ширшому плані обладнання) з ЧПУ не тільки підтвердив правильність вихідних цілей, а й суттєво доповнив та продовжує доповнювати їх численні переваги порівняно зі верстатами з ручним керуванням чи механічними напівавтоматами та автоматами. Сучасне машинобудівне виробництво в економічно розвинених країнах вже неможливе без максимально широкого використання верстатів та обладнання, а також обробних центрів з ЧПУ.
Повсюдне застосування обладнання з ЧПУ стало можливим завдяки тому, що останніми роками помітно стерлася межа між вимогами до технологічного обладнання для масового, серійного та одиничного виробництва. Це зумовлено багатьма причинами. По-перше, попитом ринку, що вимагає частої змінності об’єкта виробництва. По-друге, розвитком методології проектування складних технічних об’єктів, появою нових матеріалів та технологій. По-третє, революційним розвитком засобів управління технологічним обладнанням на базі використання досягнень мікроелектроніки та інформаційних технологій та методів безконтактного контролю різних параметрів заготівлі та інструменту.
Основною особливістю обладнання з ЧПУ є те, що інформація про заданий закон руху його керованих (виконавчих) елементів представляється у вигляді програми, що управляє. Керуюча програма – це сукупність команд мовою програмування, що відповідає заданому алгоритму функціонування верстата під час обробки конкретної заготовки. Сукупність команд представляє деяку послідовність чисел, цифр, літер та інших знаків, занесених у закодованому вигляді будь-якої програмоносій. Як програмоносій на моделях верстатів першого покоління були використані перфострічки, перфокарти, на моделях другого покоління – магнітні стрічки. Для сучасних моделей 4-5-го поколінь інформація записується на жорстких дисках промислових комп’ютерів, вбудованих в обладнання, CD-R, флеш-картах та інших носіях інформації. Керуюча програма фізично не пов’язана з розмірами і точністю деталі, що виготовляється, як у випадках застосування шаблонів, кулачків або інших носіїв аналогової інформації в традиційних механічних автоматах. Програмою, що вводиться в пристрій ЧПУ верстата або зберігається в його пам’яті, задається закон руху, як приводів подач, так і приводів головного руху і допоміжних пристроїв, що забезпечують виготовлення заданої деталі.
У багатьох випадках готові рішення на типові деталі з традиційних матеріалів і конструкцій містяться в програмах і базах даних на матеріали, інструменти, режими обробки, записаних на згадку про комп’ютер виробником верстата або фірмою, що спеціалізується на створенні програмного забезпечення. Оператору необхідно лише ввести на клавіатурі пульта управління конкретні вихідні дані про геометрію, необхідну точність обробки, застосовуваний матеріал та ін, а система управління сама розрахує та оптимізує режими обробки, траєкторії рухів, підбере необхідні інструменти та ін.
Сучасні варіанти виконання пульта керування верстата з ЧПУ.
Сучасний інтерфейс панелі керування зручний і простий у роботі. У тих же випадках, коли необхідно виготовити деталь з матеріалу, що рідко застосовується, наприклад молібденового сплаву ММП-1, або деталь повинна бути складної просторової форми з малою жорсткістю, керуючу програму необхідно створити, використовуючи розроблені математичні методи програмування на персональних комп’ютерах технологічного бюро, і додаткову інформацію, виявлену з інших джерел. За і в цьому випадку переналагодження обладнання з ЧПУ відбудеться швидше і дешевше, ніж при виготовленні нових шаблонів і кулачків. Крім цього, перевага комп’ютерного керування перед механічними (аналоговими) автоматами полягає у суттєвому підвищенні точності обробки, оскільки виключається вплив факторів точності виготовлення шаблонів, кулачків, їх подальшого зношування, а також наслідків деформацій кінематичних ланцюгів.
ЧПУ застосовується у верстатах всіх груп та є універсальним засобом автоматизації управління технологічним обладнанням.
Шліфувальний верстат Helitronic Power Diamond, забезпечує високу якість шліфування (Rа = 0,2 мкм) та стабільність, автоматичну систему вимірювання та позиціонування інструментів.
Особливості обробки деталей на верстатах з ЧПУ
Технологію обробки деталей для верстатів із ЧПУ проектують в основному в тій же послідовності, що і для верстатів із ручним керуванням. Як відмінні риси розглядають відбір номенклатури деталей для обробки; технологічні вимоги до креслень деталей та заготовок; проектування технологічних операцій; вибір обладнання, інструменту та пристроїв; розробку та оформлення технологічної документації та ін.
Попередній вибір номенклатури. Основним критерієм відбору заготовок є технологічні можливості обробки на даному верстаті з ЧПУ. Насамперед відбирають складні та трудомісткі заготовки з криволінійними ділянками поверхні. Відібрані заготовки розбивають на типи, котрим можна скласти загальний типовий технологічний процес. Далі формують конкретний набір різального інструменту та технологічного оснащення для кожної заготовки, відбирають заготовки, для обробки яких потрібні однакові інструменти та пристосування, і на їх основі комплектують групи. До кожного типового представника групи заготовок розробляють типовий технологічний процес.
Технологічні вимоги до креслень та заготовок деталей.
Для полегшення програмування необхідно спрощувати геометричні образи і типізувати основні геометричні елементи, що повторюються. Бажано, щоб криволінійні поверхні, що оброблялися, були утворені поєднанням прямих з дугами кіл. Це дозволить використовувати обладнання з контурними системами ЧПУ, що забезпечують лінійно-кругову інтерполяцію, та не вдаватися додатково до більш складних методів апроксимації поверхонь.
Технологічними вважають заготовки, обробка яких здійснюється за безперервним автоматичним циклом (за винятком можливих зупинок для ручної зміни інструменту, контролю тощо). Доцільно використовувати стандартний різальний інструмент, оснащений багатогранними пластинами, що не переточуються.
З метою полегшення програмування розміри на кресленні слід представляти у прямокутній системі координат від єдиних конструкторських баз заготівлі (бажано, щоб вони збігалися з осями координат верстата).
Для підвищення ефективності обробки на верстаті з ЧПУ базові поверхні мають бути попередньо оброблені.
Проектування технологічних операцій.Технологічна операція вважається єдиною, якщо, наприклад, при обробці з переустановкою заготівлі не потрібно додаткової налагодження верстата і використовується одна програма, в якій передбачено зупинку для переустановки заготівлі та автоматичне налаштування «плаваючого нуля». В іншому випадку операція розбивається на дві і більше.
Встановлення послідовності обробки починають з визначення числа установ та позицій заготовок, необхідні повної обробки.
Перший установ використовують переважно для отримання повного комплекту технологічних баз (проте повний комплект технологічних баз бажано отримати до обробки на верстаті з ЧПУ, наприклад на верстаті з ручним управлінням).
Подальшу структуру операції будують таким чином, щоб забезпечити обробку всіх передбачених операцією поверхонь без зміни технологічних баз (з одного установа) або за мінімальної кількості таких змін.
Технологічна документація для обладнання з ЧПУ. Для операцій, що виконуються на верстатах з ЧПУ, відповідно до ГОСТ 3.1404-86 заповнюють операційну картку так само, як і для верстатів з ручним керуванням. Крім того, складають карту налагодження інструменту (ГОСТ 3.1105-84) та карту кодування інформації.
-
Особливості обробки деталей на верстатах з ЧПУ

Технологію обробки деталей для верстатів із ЧПУ проектують в основному в тій же послідовності, що і для верстатів...
-
Обробка шнеків на токарних верстатах з ЧПУ

Звучить трохи незвично - заміна фрезерного обладнання на токарне, причому не на токарно-фрезерне, а саме на токарне!...
-
Досвід вирішення різних проблем обробки на верстатах з ЧПУ

Нині багатьох машинобудівних підприємствах Росії активно відбувається технічне переозброєння виробництва....
-
Обробка металу на ЧПУ

У чому різниця при обробці металу на верстаті з ручним управлінням та на верстаті з ЧПУ, тут і замислюватися довго...
-
Фрезерна обробка металу ЧПУ

При фрезеруванні нас, як правило, цікавить наступний нюанс: як досягти високої якості за низької собівартості....
-
Токарна обробка ЧПУ

Токарні верстати з ЧПУ, як правило, використовують при обробці складних заготовок: багатоступінчастих або з...